在机测量软件
在机测量软件
源自30年三坐标测量经验的在机测量软件成功将“实验室测量”搬到“机床测量”
在机测量软件
高精度测量(如三坐标)往往排队工件多任务重导致速度慢,检测成为生产流程的“瓶颈”
传统的“加工-送检-等待报告-重新装夹-调整机床-再加工-再测量"流程存在严重的精度丢失
测量结果的准确性与操作员的技能、经验和责任心强相关
测量数据通常以纸质报告或独立的电子表格形式存在,与设计-加工-检测-校准的整个流程 没有实现数智互联
替代人工找正与千分表操作,支持宏程序快速定位零件坐标系.
粗加工后实时测量余量,自动修正精加工参数.
支持配做与定制化加工需求,测量数据实时写入机床变量.
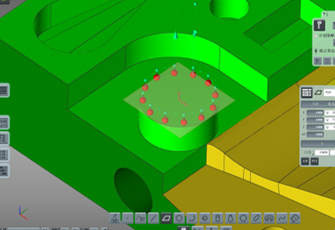
通过CAD提取测量点,动态调整测量路径.
完整形位公差检测能力,对标三坐标测量机(CMM).
基于NC测量软件实现复杂几何特征分析.
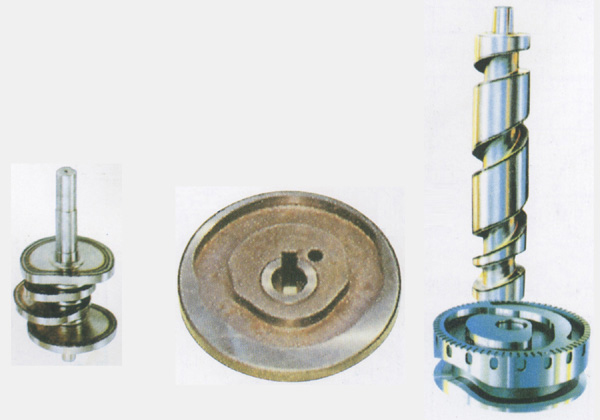
在机测量螺旋线,输出导程和分度误差
基于螺旋线的定义,不能简单的在产品CAD模型上提取测量点
需要专门的软件模块生成螺旋线测量路径,保证所有测量点在等半径上测量,否则测量无效
可以测量的参数包括导程误差,以及多头螺旋之间的周节误差和周节累计误差

扫描二维码咨询
输出单个盘凸轮的型线误差,可以计算圆推和平推的升程;
多个盘凸轮之间的角度误差
基于凸轮类型的工件进行凸轮轴或者盘凸轮的测量
计算任意偏心和直径的滚推的升程,平推的升程,盘凸轮的角度误差,凸轮轴上各个凸轮之间的角度误差等
扫描二维码咨询
测量圆柱凸轮的上下曲线,或者中心滚子的升程
保持半径不变,测量圆柱凸轮的上下曲线,并可以计算出滚子中心的升程与角度对应数据
扫描二维码咨询
渐开线圆柱齿轮(内齿/外齿,直齿/斜齿/人字齿),以及渐开线花键的测量
渐开线齿轮工件的测量,测量流程和测量参数等效于齿轮检测中心
可以输出齿轮的齿形误差,齿向误差,齿距和误差和累计误差,齿厚和跳动
可以专门输出螺旋角,渐开线等特殊参数
扫描二维码咨询
多角度头同时测量一个零件时候的解决方案
当多角度头之间进行转换的时候,没有精度保证,需要重新校准测头。
该模块提供了多角度头的校准和测量,保证多个角度头的数据统一,数据合并操作,统一输出测量报告
典型的应用是三轴机床配角度头,加工五面体箱体
扫描二维码咨询
支持FANUC系统直接输出数据到在机软件
实现实时高要求,动态展示在机测量
在机软件与机床同步显示运动路径,测量过程,测头和工件之间的关系,一比一对应显示
测量数据直接进入在机测量软件,实时评估测量结果
三轴机床
扫描二维码咨询
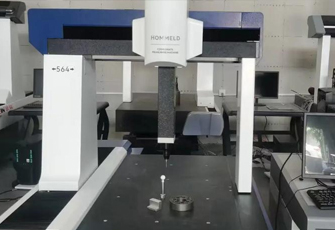
提供一次机床精度认证,采用三坐标测量机的认证标准进行认证
支持多种三坐标认证标准:ISO10360-2,JJF1064,GB/T16857等
提供校准证书,可以获得出具三坐标同等效力的计量检测报告
扫描二维码咨询
对四轴或者五轴系统没有刀尖跟随功能,实现在机测量
对于无刀尖跟随功能的四轴或者五轴机床,实现在机测量,支持第四轴,第五轴转动后的测量,测量数据的统一
典型例子:由三轴立式加工中心配A轴转台,构成的四轴系统
扫描二维码咨询
对大叶片,轮船螺旋桨等大而薄的产品
大而薄的叶片,叶轮,螺旋桨等,因为装夹偏移导致加工失败(某些地方没有加工到),通过这产品的各个方向测量一些点,与CAD模型进行最佳拟合,以获得坐标系的旋转和平移信息
在不调整产品的前提下,调整机床的坐标系(包括旋转和平移),在新坐标系下进行加工,以保证获得合格品
扫描二维码咨询
对大叶片,轮船螺旋桨等大而薄的产品
在机软件上提取测量点,本软件读入测量出的误差和曲面加工程序,生成新的加工程序,再用新加工程序加工曲面产品,获得合格的产品
扫描二维码咨询
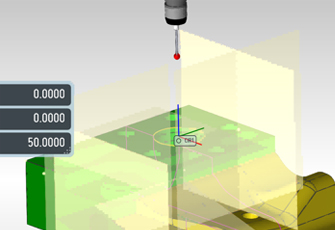
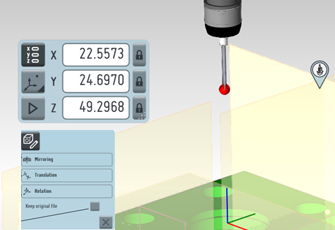
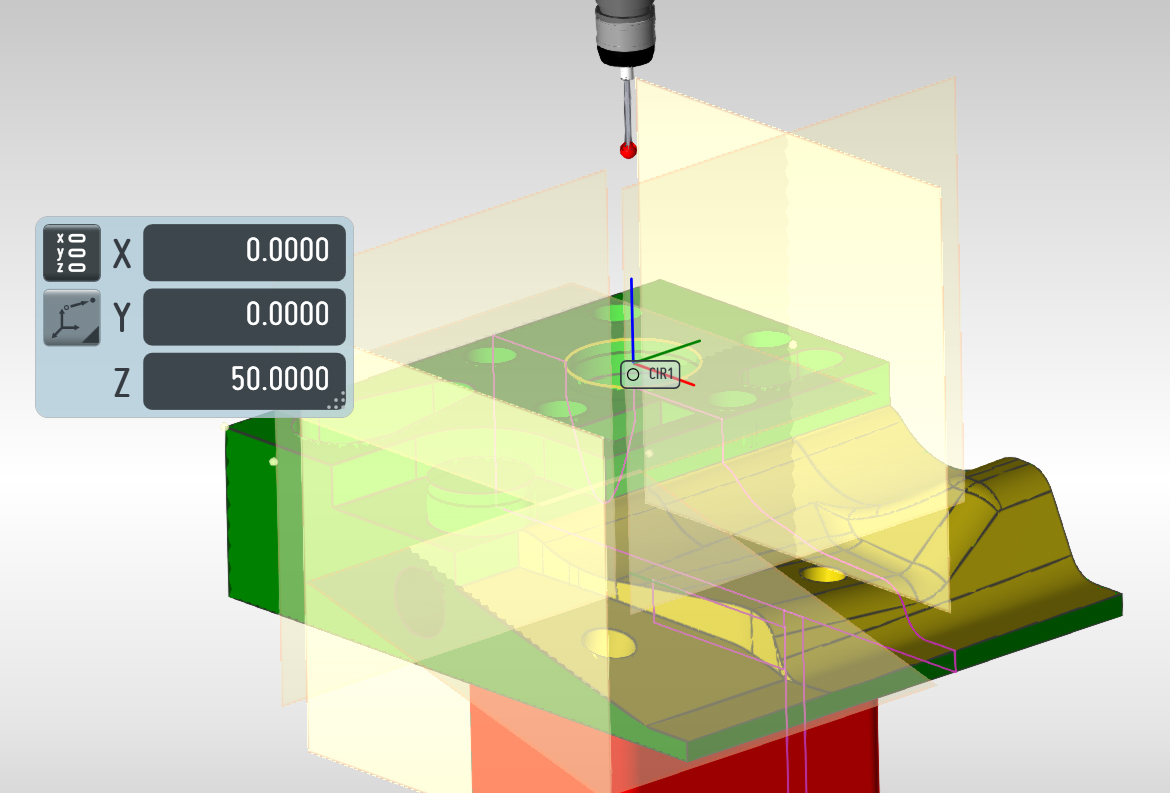
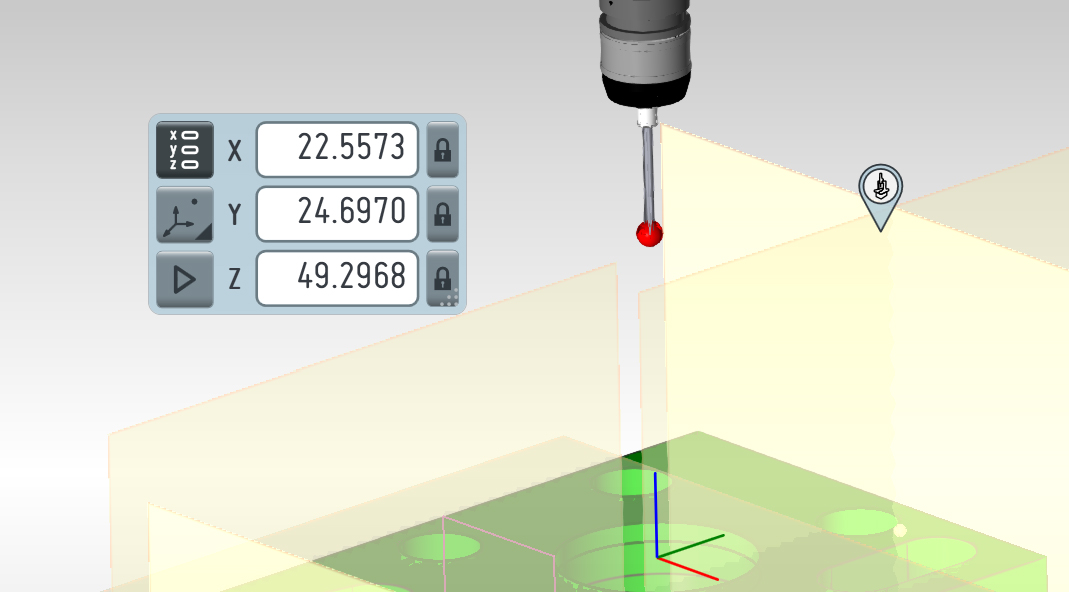
(假设零件安装没有倾斜),重新快速设置加工零点(XYZ),提高效率和精度
零件吊装后有倾斜),确定产品的零点和倾斜(XYZ和空间倾斜找正),提高找正精度,减少找正时间,减少废品率
现在很多企业对产品的测量要求增加,完全采用三坐标测量机不现实,用机床替代部分测量任务,成为一种最优解决方案;目前这样的客户需求不少
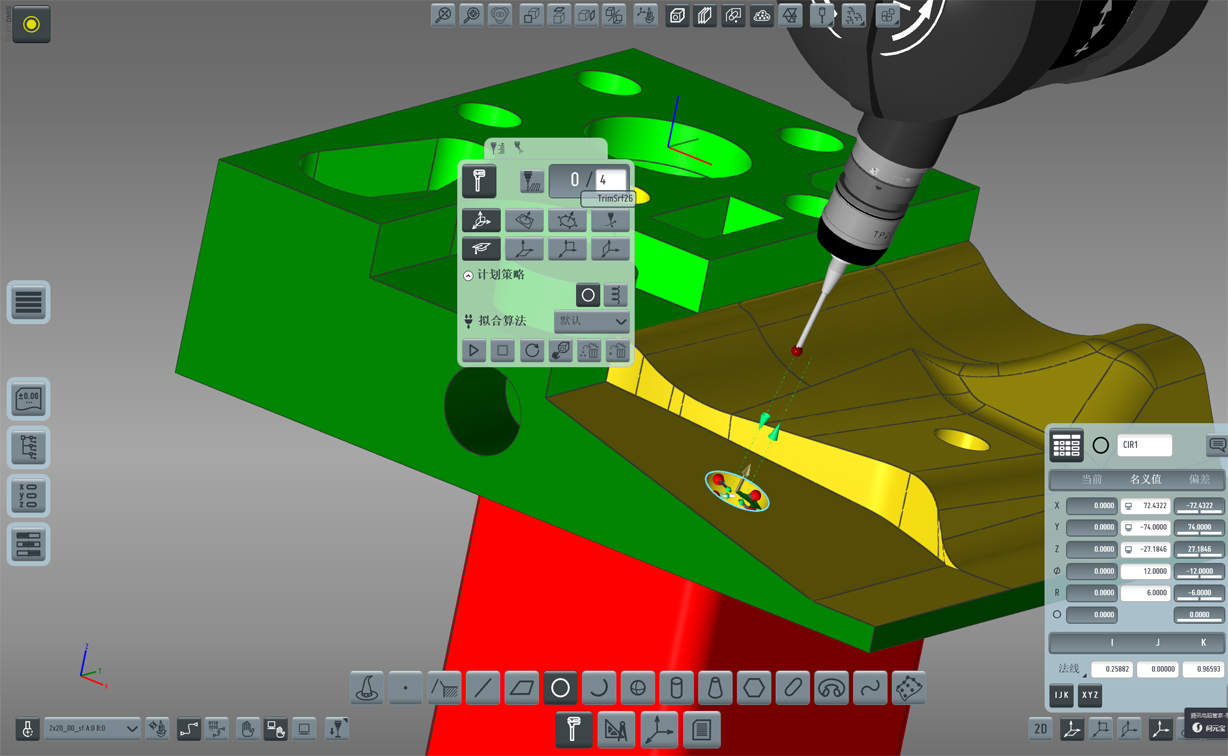
在产品进行精加工之前,通过在机测量,获取真实的加工余量,减少废品率
根据测量结果,调整后续的加工程序,提高加工合格率
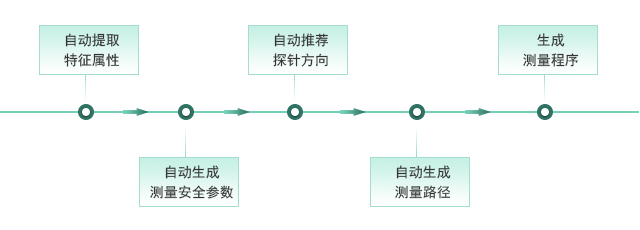
NCPAD在机测量功能高度集成、操作简便,能与机床无缝协同。它集测量、控制、程序传输与参数修改等核心功能于一体,旨在显著提升在机测量的效率与精度。
了解更多1985-1990年,北京清华大学,精密仪器与机械学系
| 适配场景 | 功能描述 |
|---|---|
|
|
| 工件类型 |
|---|
|
| 是否需要ARCO | 机床系统要求 | 应用机床型号 |
|---|---|---|
|
三/四/五轴数控加工中心 | 无特殊要求 |
| 连接方式 | Windows系统要求 | 测头要求 |
|---|---|---|
| USB、DNC、有线连接 | win10及以上 | 无特殊要求 |
| 适配场景 | 功能描述 |
|---|---|
|
|
| 工件类型 |
|---|
|
| 是否需要ARCO | 机床系统要求 | 应用机床型号 |
|---|---|---|
| 提供设计数据表的时候可以不用ARCO | 三/四/五轴数控加工中心 | 无特殊要求 |
| 连接方式 | Windows系统要求 | 测头要求 |
|---|---|---|
| USB、DNC、有线连接 | win10及以上 | 无特殊要求 |
| 适配场景 | 功能描述 |
|---|---|
|
|
| 工件类型 |
|---|
|
| 是否需要ARCO | 机床系统要求 | 应用机床型号 |
|---|---|---|
| 提供设计数据表的时候可以不用ARCO | 三/四/五轴数控加工中心 | 无特殊要求 |
| 连接方式 | Windows系统要求 | 测头要求 |
|---|---|---|
| USB、DNC、有线连接 | win10及以上 | 无特殊要求 |
| 适配场景 | 功能描述 |
|---|---|
|
|
| 工件类型 |
|---|
|
| 是否需要ARCO | 机床系统要求 | 应用机床型号 |
|---|---|---|
| 螺旋锥齿需要 | 三/四/五轴数控加工中心 | 无特殊要求 |
| 连接方式 | Windows系统要求 | 测头要求 |
|---|---|---|
| USB、DNC、有线连接 | win7或win10及以上 | 无特殊要求 |
| 适配场景 | 功能描述 |
|---|---|
|
|
| 工件类型 |
|---|
|
| 是否需要ARCO | 机床系统要求 | 应用机床型号 |
|---|---|---|
|
三/四/五轴数控加工中心 | 无特殊要求 |
| 连接方式 | Windows系统要求 | 测头要求 |
|---|---|---|
| USB、DNC、有线连接 | win7或win10及以上 | 无特殊要求 |
| 适配场景 | 功能描述 |
|---|---|
|
|
| 工件类型 |
|---|
|
| 是否需要ARCO | 机床系统要求 | 应用机床型号 |
|---|---|---|
|
三轴FANUC数控加工中心,网线联机 | 无特殊要求 |
| 连接方式 | Windows系统要求 | 测头要求 |
|---|---|---|
| USB、DNC、有线连接 | win7或win10及以上 | 无特殊要求 |
| 适配场景 | 功能描述 |
|---|---|
|
|
| 工件类型 |
|---|
|
| 是否需要ARCO | 机床系统要求 | 应用机床型号 |
|---|---|---|
|
三/四/五轴数控加工中心 | --- |
| 连接方式 | Windows系统要求 | 测头要求 |
|---|---|---|
| --- | --- | --- |
| 适配场景 | 功能描述 |
|---|---|
|
|
| 工件类型 |
|---|
|
| 是否需要ARCO | 机床系统要求 | 应用机床型号 |
|---|---|---|
|
四/五轴数控加工中心 | 无特殊要求 |
| 连接方式 | Windows系统要求 | 测头要求 |
|---|---|---|
| USB,DNC,有线连接 | win10及以上 | 无特殊要求 |
| 适配场景 | 功能描述 |
|---|---|
|
|
| 工件类型 |
|---|
|
| 是否需要ARCO | 机床系统要求 | 应用机床型号 |
|---|---|---|
|
三/四/五轴数控加工中心 | 无特殊要求 |
| 连接方式 | Windows系统要求 | 测头要求 |
|---|---|---|
| USB,DNC,有线连接 | win10及以上 | 无特殊要求 |
| 适配场景 | 功能描述 |
|---|---|
|
|
| 工件类型 |
|---|
|
| 是否需要ARCO | 机床系统要求 | 应用机床型号 |
|---|---|---|
|
三/四/五轴数控加工中心 | 无特殊要求 |
| 连接方式 | Windows系统要求 | 测头要求 |
|---|---|---|
| USB,DNC,有线连接 | win10及以上 | 无特殊要求 |
| 功能描述 |
|---|
|
| 图片展示 |
|---|
|
|
| 功能描述 |
|---|
|
| 图片展示 |
|---|
|
|
| 功能描述 |
|---|
|
|
| 图片展示 |
|---|
|
|
| 功能描述 |
|---|
|
| 图片展示 |
|---|
|
|
| 功能描述 |
|---|
|
| 图片展示 |
|---|
|
|
|
注:PTB Class1认证要求软件算法对测量结果的线性误差影响小于0.1μm,这一标准确保了测量结果在极小范围内保持高精度。 |
| 功能描述 |
|---|
|
| 图片展示 |
|---|
|
|
| 功能描述 |
|---|
|
| 图片展示 |
|---|
|
|
|
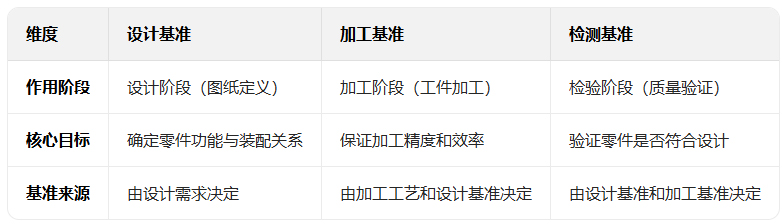
根据需求可选设计基准、加工基准、检测基准,输出对应报告 |
| 功能描述 |
|---|
|
| 图片展示 | |
|---|---|
|
|
|
标准球参数配置在 “标准球参数” 设置区域,按照实际使用的标准球信息填写球直径、层数、每层点数、测量点数等参数。 |
环规参数配置在 “环规参数” 设置区域,按照实际使用的环规信息填写环规直径、测量深度等参数。 |
| 功能描述 |
|---|
|
| 图片展示 | |
|---|---|
|
|
| 功能描述 |
|---|
|
| 图片展示 | |
|---|---|
|
|
| 流程 | ||
|---|---|---|
机床连接设置
1. 修改本机电脑 IP 地址 |
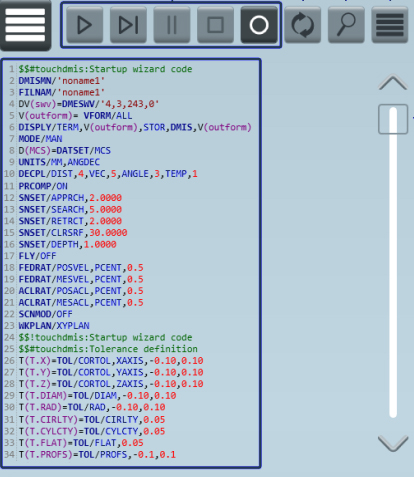
参数读写操作
1. 程序参数读取 |
程序下载与数据保存
1. 下载程序到机床 |
| 功能描述 |
|---|
|
| 图片展示 | |
|---|---|
|
|
| 流程 | ||
|---|---|---|
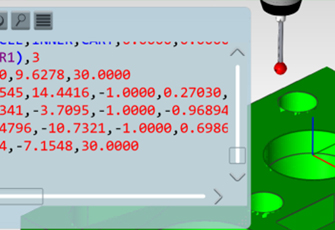
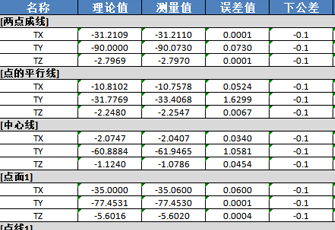
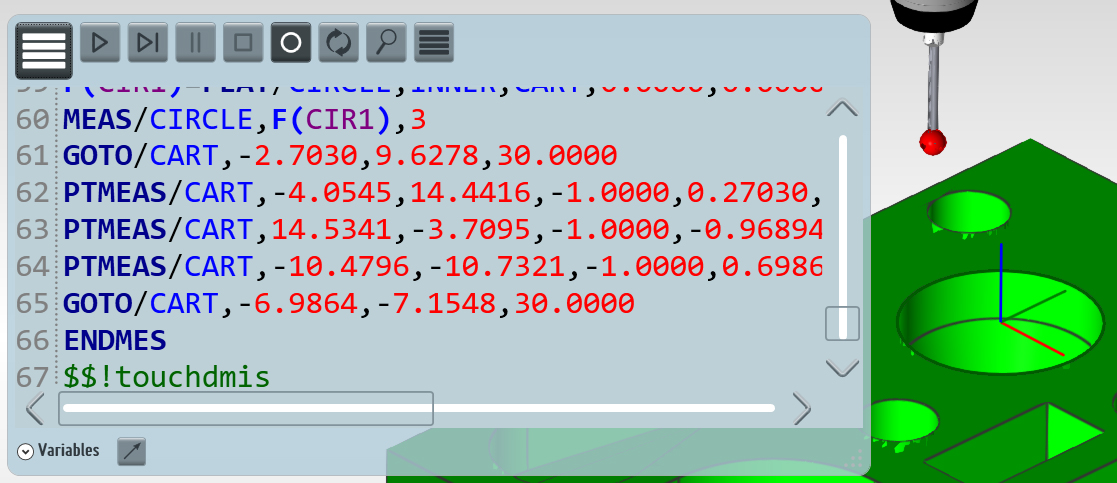
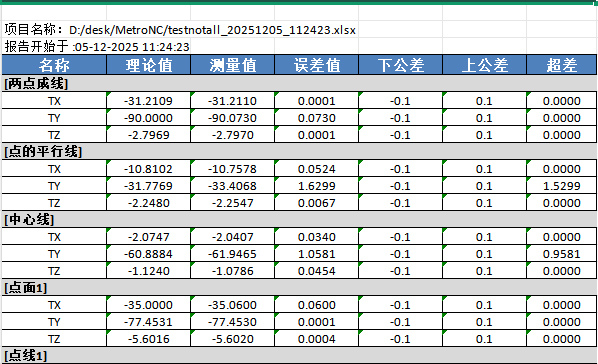
数据导入打开 “数据分析” 模块,分别导入 “DMIS程序”和 “机床实测值文件”(来源于数据采集模块保存的数据文本文件) |
公差与尺寸计算软件会自动计算形状公差(如球度、圆度等)和形位公差(如位置度、对称度等) |
查看结果输出分析结果导出为 Excel 格式的公差分析报告,包含合格判定结论 |
| 功能描述 |
|---|
|
| 图片展示 | |
|---|---|
|
|
| 功能描述 |
|---|
|
| 图片展示 | |
|---|---|
|
|
| 功能描述 |
|---|
|
| 图片展示 | |
|---|---|
|
|
| 功能描述 |
|---|
|

|
| 图片展示 | |
|---|---|
|
|